








In vision inspection equipment, the rotary axis does not need to look complicated. It needs to stop in the same place, again and again.
That sounds simple, but in real automation systems it is often one of the most important parts of the machine. A camera can only inspect what is presented to it. If the part moves slightly differently each time, the image position changes. If the fixture vibrates after stopping, the image may blur. If the rotary table does not repeat accurately, the inspection result may become unstable even when the camera and software are both working correctly.
This is why a rotary positioning table is often used in automated vision inspection equipment. It helps rotate a workpiece, fixture, sample holder, or tooling plate to a controlled angle so the camera system can inspect different sides or features of the part. In some machines, the table only needs to stop at two or four fixed positions. In others, the system may require programmable angles, servo control, and stable repeat positioning for different product models.
This article focuses on how rotary positioning tables are used in vision inspection equipment. It is not a general explanation of what a rotary table is. It looks at the real inspection problems: repeatability, vibration, fixture layout, cable routing, multi-angle inspection, and how to choose a suitable rotary solution for compact automation machines.
Why Vision Inspection Equipment Needs Rotary Positioning
Many inspection tasks cannot be completed from one camera angle. A machined part may need its side holes, inner diameter, outer profile, and surface condition checked from different directions. A connector may need pin alignment, housing shape, and orientation inspected. A small plastic component may need to be viewed from several sides before it can be accepted or rejected.
One option is to install multiple cameras around the part. This can work, but it increases machine cost, takes more space, and makes lighting more difficult. Another option is to rotate the part in front of one or more cameras. This is where a rotary positioning table becomes useful.
By rotating the fixture or part holder, the system can present different surfaces to the camera without moving the camera itself. This can simplify the inspection station and make the machine more compact. It also allows the same inspection station to handle different product angles through program settings if a servo rotary table is used.
In many projects, the rotary table becomes the connection point between mechanical design and image quality. If it positions well, the inspection software works with stable images. If it positions poorly, even a good camera may produce inconsistent results.
The Real Problem: Stable Stopping, Not Just Rotation
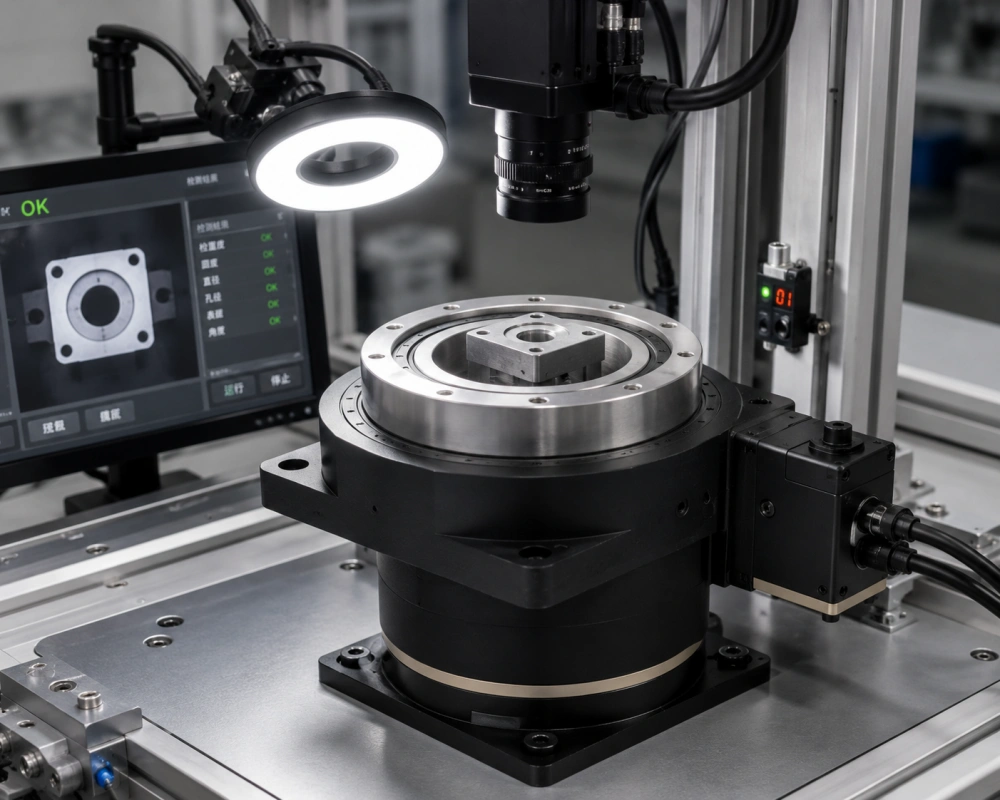
A vision inspection system does not only need a table that can rotate. It needs a table that can rotate, stop, and stay stable long enough for image capture.
This matters because cameras capture details. A small position change may not be obvious to the human eye, but it can shift the inspection area in the image. If the part is not held at the same angle every time, the software may need more tolerance, and that can reduce inspection reliability.
For example, if a camera checks a hole position, the part must arrive at the same inspection angle each cycle. If the rotary positioning table overshoots, settles slowly, or has too much backlash, the image may not line up with the expected inspection window. The result can be false rejects, missed defects, or extra software compensation.
The same problem appears in surface inspection. If the part stops with slight vibration, the camera may capture a blurred image. If the lighting angle changes because the part orientation is unstable, the software may read surface marks differently from one cycle to the next.
So for inspection equipment, the key question is not simply “How fast can it rotate?” The better question is: can it stop accurately, repeatably, and calmly?
How a Rotary Positioning Table Supports Multi-Angle Inspection
A rotary positioning table allows a part to be inspected from different angular positions in a controlled sequence. The machine may load a part, clamp it on a fixture, rotate it to the first inspection angle, capture an image, rotate it to the next angle, inspect again, and repeat until all required features are checked.
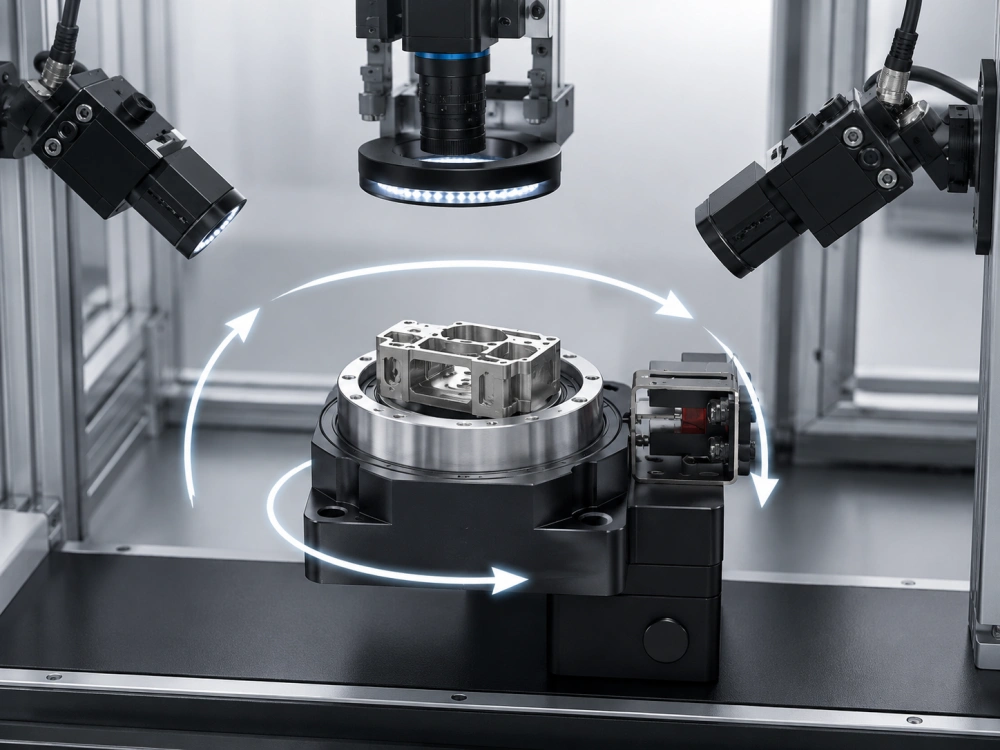
This approach is common in compact automated inspection systems. It can reduce the number of cameras and improve access to difficult surfaces. It also makes the station easier to adjust when the product changes.
In a simple system, the table may rotate between fixed angles such as 90 degrees or 180 degrees. In a more flexible system, a servo rotary table may rotate to different programmed angles based on the product type. This is useful for factories that inspect multiple product models on the same machine.
The fixture design is also important. The rotary table must support the part holder without deflection. If the fixture is too heavy, too wide, or mounted off-center, the rotary axis may need more torque and better rigidity. Good inspection results depend on the whole structure, not only the camera.
Repeatability Matters More Than Maximum Speed
In some automation equipment, speed is the first concern. In vision inspection, speed is still important, but repeatability often matters more.
A rotary positioning table used in inspection may repeat the same movement thousands of times per day. If the table stops at slightly different positions, the camera sees slightly different images. Over time, this can create unstable inspection data.
Repeat positioning accuracy helps the system maintain a consistent relationship between the camera, lighting, fixture, and workpiece. This is especially important for small components, high-resolution inspection, and parts with tight tolerances.
Backlash is also important. If the table changes direction or stops after a short movement, backlash can affect the final angle. In some inspection machines, the rotary axis always approaches the inspection angle from the same direction to reduce the effect. In other machines, a lower-backlash rotary positioning table is needed.
Runout and rigidity should also be considered. If the fixture surface is not stable, the part height and angle may change during rotation. For high-precision inspection, this can affect focus, lighting, and measurement accuracy.
Servo Control for Flexible Inspection Angles
A servo-controlled rotary positioning table is useful when the inspection process requires different angles, adjustable speed, or programmable movement.
For example, one product may need four inspection positions, while another product may need six. A servo system allows the equipment to change the inspection sequence through the control program instead of redesigning the mechanical indexing structure.
Servo control also allows smoother acceleration and deceleration. This can help reduce vibration before image capture. In some inspection systems, the table rotates quickly between positions, then slows down before stopping so the camera can capture a stable image.
Another benefit is process coordination. The rotary table can move after a sensor confirms that the part is loaded. It can stop before the camera triggers. It can wait for inspection results before rotating to the next position. This coordination is one reason servo rotary tables are widely used in automated inspection equipment.
If you have already built a general understanding of servo-controlled rotary positioning, you can connect this article with your existing servo rotary table content. In this inspection-focused article, however, the key point is how servo motion supports stable image capture and flexible inspection angles.
When a Hollow Rotary Table Fits Better
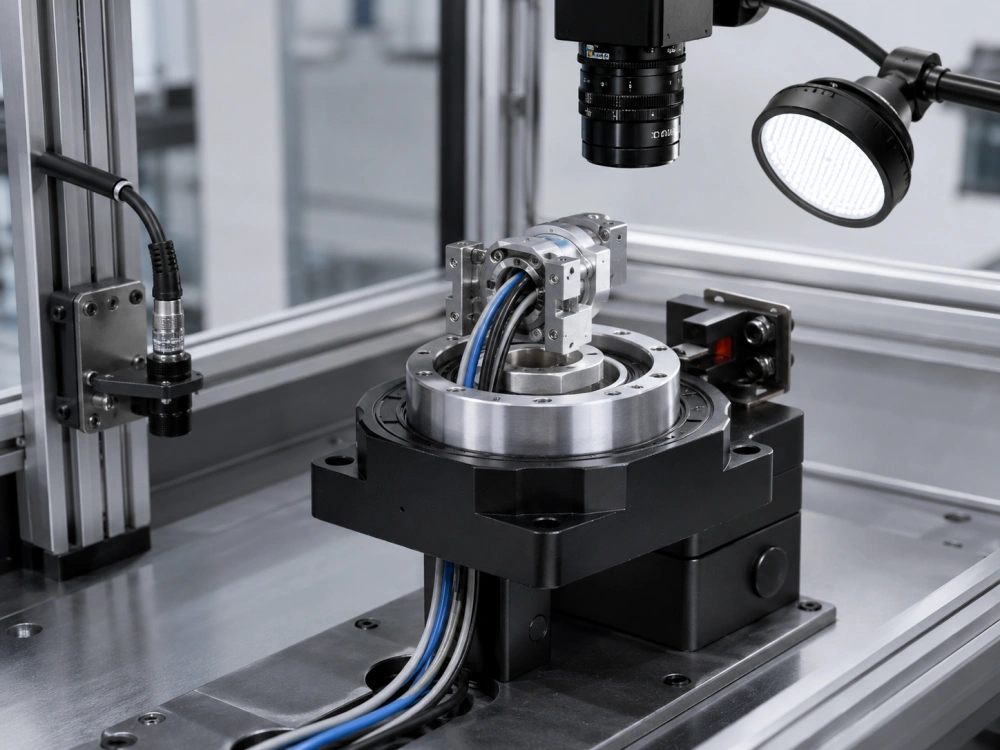
A standard rotary positioning table may be enough for some inspection machines. But when the fixture has cables, air tubes, sensors, vacuum lines, or pneumatic clamps, a hollow rotary table can become a better solution.
In real inspection equipment, the rotating fixture may not be a simple plate. It may include a vacuum holder, pneumatic clamp, electrical sensor, small light module, or special product nest. These components may need wiring or air supply. If those lines are routed around the outside of the table, they may twist, interfere with movement, or make the machine harder to maintain.
A hollow rotary table has a center-through structure. This allows cables, air tubes, signal wires, or vacuum lines to pass through the center of rotation. The machine layout becomes cleaner, and the rotating area is easier to protect.
For compact inspection machines, this can be very useful. It reduces external cable loops, keeps the fixture area organized, and gives the designer more freedom around the camera and lighting layout.
For inspection applications that require compact rotary positioning, center-through routing, and servo motor compatibility, our hollow rotary table product range provides different options for automation equipment.
Cable Routing and Fixture Design in Inspection Machines
Cable routing is not always the first thing people think about when selecting a rotary table, but it often becomes a real problem during machine assembly.
A vision inspection fixture may include sensors, pneumatic clamps, vacuum suction, signal cables, and sometimes small lighting components. If these are mounted on the rotating side, the designer must decide how those lines move during rotation.
If the table only rotates a small angle, external cable routing may be manageable. If the table rotates repeatedly or needs multiple inspection angles, external routing becomes more difficult. Cables may bend, twist, or require additional drag-chain space.
This is one reason hollow rotary tables are often considered in inspection equipment. By routing lines through the center, the fixture can be more compact and the machine can be easier to service.
The hollow bore size should be checked carefully. It should be large enough for the required cables, air tubes, or vacuum lines, with enough allowance for installation and maintenance. Choosing a rotary table with the wrong center hole size can create layout problems later.
Typical Vision Inspection Applications
Rotary positioning tables can be used in many types of inspection equipment.
In machined part inspection, the table can rotate metal components so the camera checks holes, slots, surfaces, threads, or angular features from different directions.
In connector inspection, the table can help inspect pin alignment, plastic housing shape, orientation, and surface defects.
In electronic component inspection, small fixtures may rotate parts for top, side, or angular views. Repeatable positioning is important because the parts are often small and the inspection windows are narrow.
In plastic part inspection, rotary positioning can help the camera check mold marks, edges, assembly features, or surface defects.
In medical device component inspection, stable positioning is important because the inspected parts may be small, delicate, or dimensionally strict.
In packaging component inspection, the table may rotate caps, small containers, closures, or molded parts to check shape, printing, sealing surfaces, or orientation.
The exact equipment design may differ, but the requirement is similar: the rotary axis must present the part to the camera in a controlled and repeatable way.
Selection Factors for Vision Inspection Equipment
When choosing a rotary positioning table for vision inspection equipment, the selection should start with the inspection process.
First, confirm the number of inspection angles. Does the machine need two positions, four positions, or programmable multi-angle movement? This affects whether a simple indexing solution is enough or a servo-controlled rotary table is better.
Second, check the required repeatability. If the camera inspection window is small or the part tolerance is tight, the table needs better repeat positioning accuracy.
Third, consider fixture weight and load inertia. A fixture may look small but still create high inertia if it is wide or mounted off-center. This affects torque, acceleration, and stopping stability.
Fourth, check vibration after stopping. For vision inspection, the table must settle before image capture. If the machine cycle is fast, the rotary table must stop quickly without causing the fixture to shake.
Fifth, review the hollow bore requirement. If cables, air tubes, vacuum lines, or signal wires need to pass through the center, a hollow rotary table should be considered early in the design.
Sixth, check installation height and camera clearance. The rotary table, fixture, camera, light source, and protective cover must all fit inside the inspection station.
Finally, confirm motor matching and control method. If the machine needs flexible angles or smooth speed control, servo control may be the better choice.
For broader product selection details, you can also read our guide on how to choose a hollow rotary table.
Work with a Manufacturer for Model Selection
A catalog can show table diameter, load capacity, ratio, bore size, and accuracy data. But a vision inspection machine often needs more than a catalog comparison. The real selection depends on the part size, fixture design, inspection angle, camera position, cycle time, wiring layout, and required repeatability.
Dongguan Zhuochuang Precision Machinery Co., Ltd provides precision transmission products for automation equipment, inspection systems, packaging machinery, CNC-related equipment, robotics, and industrial motion control applications. Our hollow rotary tables and related rotary positioning solutions are designed for machine builders who need compact structure, stable positioning, and practical integration support.
If you are not sure which table size, bore diameter, motor interface, or accuracy grade is suitable for your inspection equipment, you can contact our technical team for model selection support. Application details, fixture drawings, load information, required angles, and cycle time can help us recommend a more suitable solution.
Conclusion
A rotary positioning table plays an important role in vision inspection equipment. It helps present the workpiece to the camera at controlled angles, supports multi-angle inspection, and improves the stability of automated inspection processes.
For inspection machines, the most important point is not only rotation. The table must stop repeatably, support the fixture rigidly, reduce vibration, and fit the camera, lighting, wiring, and machine layout.
When the equipment needs flexible angles, a servo rotary table can provide better control. When the fixture needs cables, air tubes, vacuum lines, or signal wires through the rotating center, a hollow rotary table can make the design cleaner and more compact.
The best selection depends on the real inspection task. Part size, fixture weight, repeatability, number of inspection angles, cable routing, motor compatibility, and installation space should all be considered before choosing the rotary positioning solution.
FAQ
What is a rotary positioning table used for in vision inspection equipment?
It is used to rotate a workpiece, fixture, or part holder to controlled angles so cameras can inspect different surfaces or features of the part.
Why is repeatability important in vision inspection?
Repeatability helps the camera capture the part in the same position each cycle. If the position changes, the image may shift and inspection results may become unstable.
Can a rotary positioning table support multi-angle inspection?
Yes. A rotary positioning table can move the part to different angles for side inspection, surface inspection, hole inspection, orientation checking, or dimensional measurement.
When should I use a hollow rotary table in inspection equipment?
A hollow rotary table is useful when cables, air tubes, vacuum lines, or signal wires need to pass through the center of the rotating fixture.
Is a servo rotary table necessary for vision inspection?
Not always. If the inspection only needs simple fixed positions, a basic indexing solution may be enough. If the machine needs programmable angles, smooth motion, and flexible control, a servo rotary table is usually better.
What information should I provide before requesting a recommendation?
Provide the application, part size, fixture weight, required inspection angles, cycle time, repeatability requirement, hollow bore needs, motor preference, installation space, and drawings if available.